应急管理部发布《淘汰落后危险化学品安全生产工艺技术设备目录(第二批)》
为认真落实中共中央办公厅、国务院办公厅《关于全面加强危险化学品安全生产工作的意见》和《中华人民共和国安全生产法》有关要求,持续提升化工和危险化学品企业本质安全水平和安全保障能力,应急管理部近日制定发布了《淘汰落后危险化学品安全生产工艺技术设备目录(第二批)》(以下简称《目录》)。
《目录》坚持问题导向、结果导向,着力解决近年来典型事故暴露出的部分企业工艺技术设备落后、安全风险高的问题,通过刚性约束推动不符合安全要求的企业加大安全投入,采用安全、先进、可靠的工艺技术设备,从根本上消除事故隐患、从根本上解决问题。《目录》共列出酸碱交替的固定床过氧化氢生产工艺等7项落后工艺技术设备,包含工艺技术4项、设备设施3项,逐项明确了实施范围、淘汰改造时限和代替建议。
《目录》实施工作要求各地区加强宣传引导,通过多种方式进行宣贯,组织企业对照《目录》自查,摸清底数、建立台账,确保应改尽改、能改快改,对逾期未完成的依法查处。组织专家加强指导帮扶,“一企一策”提升改造质量,督促企业做好改造期间安全生产工作,防止改造过程中发生事故。与化工老旧装置安全整治、高危工艺自动化改造等工作协同发力,抓好化工和危险化学品安全生产治本攻坚三年行动任务落实,以高水平安全保障高质量发展。
《淘汰落后危险化学品安全生产工艺技术设备目录(第二批)》解读
近日,应急管理部制定发布了《淘汰落后危险化学品安全生产工艺技术设备目录(第二批)》(以下简称《目录》)。现就有关内容解读如下:
一、《目录》制定背景
中共中央办公厅、国务院办公厅印发的《关于全面加强危险化学品安全生产工作的意见》提出了推进产业结构调整,及时修订公布淘汰落后安全技术工艺、设备目录,依法淘汰不符合安全生产国家标准、行业标准条件的产能,有效防控风险等相关要求。《中华人民共和国安全生产法》第三十八条明确要求,国家对严重危及生产安全的工艺、设备实行淘汰制度,生产经营单位不得使用应当淘汰的危及生产安全的工艺、设备。
为此,2020年10月,应急管理部印发了《淘汰落后危险化学品安全生产工艺技术设备目录(第一批)》(应急厅〔2020〕38号),推动淘汰了一批落后危险化学品安全生产工艺技术设备,有力推动了企业加大安全投入,加快提升了本质安全水平和安全保障能力,为有效防范危险化学品生产安全事故、促进全国化工和危险化学品安全生产形势稳定好转发挥了重要作用。
但近年来,涉硝化工艺、过氧化氢生产等企业陆续发生一些典型事故,造成了重大人员伤亡和财产损失,深刻暴露出当前一些企业依然存在本质安全水平低、安全风险高的工艺技术和设备设施。同时,随着近年来新工艺、新技术、新装备的不断研发应用,业内已经有了更加安全、先进、可靠的替代工艺技术或设备,为进一步淘汰落后工艺技术设备创造了有利条件。
为认真贯彻落实党中央、国务院决策部署,深入推进化工和危险化学品安全生产治本攻坚三年行动方案的落地实施,持续提升化工和危险化学品生产经营企业本质安全水平与安全保障能力,应急管理部组织有关行业协会、重点企业等编制了《目录》。《目录》的出台是推动提升化工企业本质安全水平的有力抓手,通过刚性约束推动有关不符合安全要求的企业加大安全投入,从根本上消除事故隐患、从根本上解决问题,进一步防范化解危险化学品重大安全风险。
二、《目录》主要内容
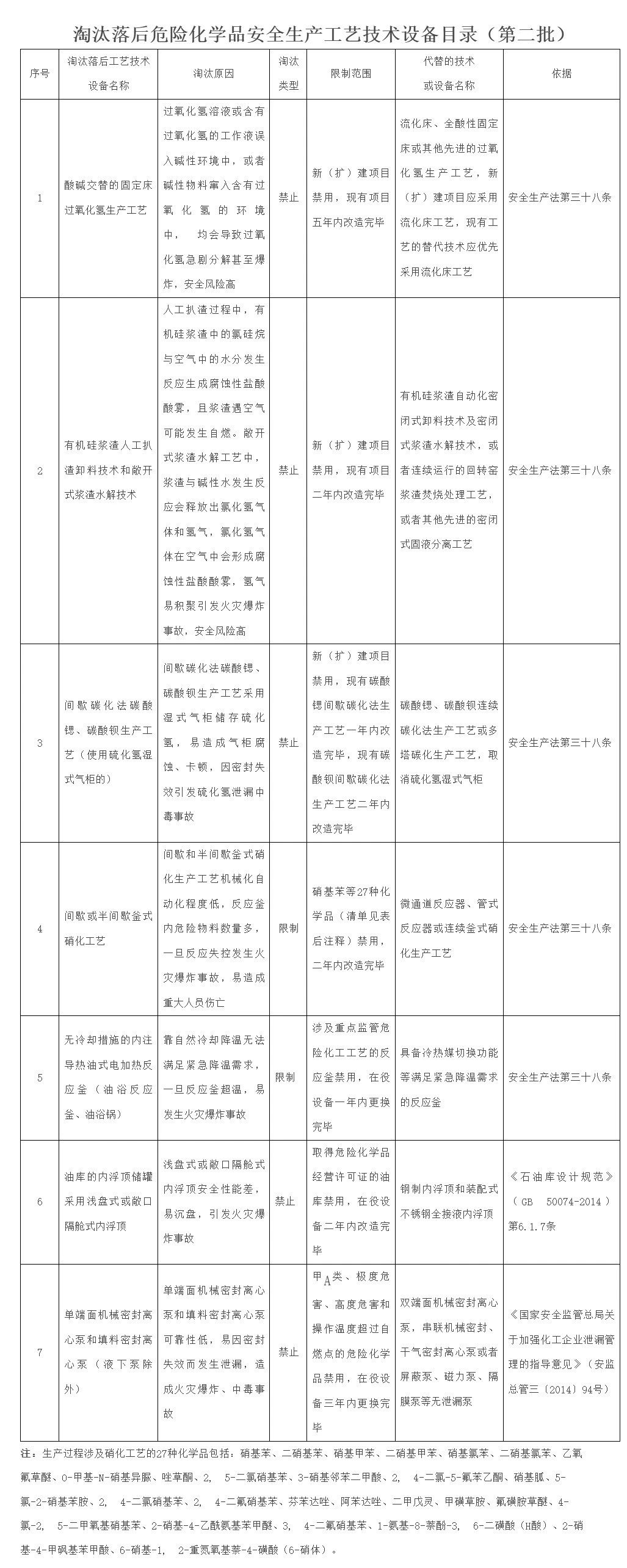
《目录》共列出7项落后工艺技术设备,包含工艺技术4项、设备设施3项,逐项明确了实施范围、淘汰改造时限和代替建议。
淘汰落后工艺技术包括:酸碱交替的固定床过氧化氢生产工艺,设为禁止类,要求新(扩)建项目禁用,现有项目五年内改造完毕;有机硅浆渣人工扒渣卸料技术和敞开式浆渣水解技术,设为禁止类,要求新(扩)建项目禁用,现有项目二年内改造完毕;间歇碳化法碳酸锶、碳酸钡生产工艺(使用硫化氢湿式气柜的),设为禁止类,要求新(扩)建项目禁用,现有碳酸锶间歇碳化法生产工艺一年内改造完毕,现有碳酸钡间歇碳化法生产工艺二年内改造完毕;间歇或半间歇釜式硝化工艺,设为限制类,要求硝基苯等27种化学品禁用,二年内改造完毕。
淘汰落后的设备包括:无冷却措施的内注导热油式电加热反应釜(油浴反应釜、油浴锅),设为限制类,要求涉及重点监管危险化工工艺的反应釜禁用,在役设备一年内更换完毕;油库的内浮顶储罐采用浅盘式或敞口隔舱式内浮顶,设为禁止类,要求取得危险化学品经营许可证的油库禁用,在役设备二年内改造完毕;单端面机械密封离心泵和填料密封离心泵(液下泵除外),设为禁止类,要求甲A类、极度危害、高度危害和操作温度超过自燃点的危险化学品禁用,在役设备三年内更换完毕。
需要特别说明的是,《目录》中“淘汰类型”为“禁止”类的,自文件公布之日起有关新(扩)建项目严格禁用;现有项目或在役设备应当在“限制范围”规定的过渡期限内完成改造或者替代,逾期不得继续使用。“淘汰类型”为“限制”类的,则按照有关条目的具体限制范围执行。《目录》中新(扩)建项目特指在文件公布之日后报请政府有关部门立项备案的危险化学品建设项目。
三、《目录》贯彻落实
今年是化工和危险化学品安全生产治本攻坚三年行动的开局之年,制定发布《目录》是三年行动方案中的一项重要措施。各地区要强化统筹组织,与化工老旧装置安全整治、高危工艺企业自动化改造等工作协同发力推进,加快推动三年行动方案任务落实,以高水平安全保障高质量发展。一要加强宣传引导,通过培训讲座、媒体解读等多种方式进行宣贯,营造良好氛围,引导有关企业深刻认识重要意义,加快实施落后工艺技术设备淘汰和改造提升工作。二要组织相关企业对照《目录》自查,摸清落后工艺技术设备底数,明确需改造的企业名单,推动有关企业制定方案、加大安全投入、明确改造时限,做到应该尽改、能改快改,确保安全风险可控;逾期未按要求实施淘汰或改造的,要依法进行查处。三要组织专家加强指导服务,对标国际先进工艺水平,“一企一策”推动企业高质量完成改造任务,并督促企业做好改造期间安全风险辨识和管控工作,防止在改造过程中发生事故。
应急管理部同步编制了《目录》条款释义,列举了每项淘汰项的主要考虑,突出安全风险或典型案例,介绍了替代工艺技术设备的优点,供各地区有关企业在实施中更好理解掌握有关要求。
附件:
《淘汰落后危险化学品安全生产工艺技术设备目录(第二批)》条款释义
一、酸碱交替的固定床过氧化氢生产工艺
过氧化氢(H2O2)水溶液通常会缓慢分解生成水和氧气,但在碱性、加热或遇杂质的条件下其稳定性会变差,分解速度加快,甚至会引发爆炸。目前,国内部分企业采用酸碱交替的固定床生产工艺生产过氧化氢,在整个系统中循环使用并交替进入碱性和酸性工序,容易因设施设备故障或操作失误等原因,造成过氧化氢溶液或含有过氧化氢的工作液与碱性物料接触导致过氧化氢急剧分解甚至爆炸,安全风险高。
目前,流化床生产工艺是行业内较为先进的过氧化氢生产工艺。该工艺氢化塔中固、液、气三相间的传质、传热效果得到了强化,氢化反应效率提高,副反应产物减少。因此,该工艺无需用碱液对工作液进行再生,消除了过氧化氢溶液与碱性物质接触发生分解爆炸的可能性。而且流化床生产工艺在国内已有相关项目建成并稳定运行,有效提升了该工艺过程的本质安全水平和安全保障能力,代表了过氧化氢行业技术进步的方向。全酸性固定床生产工艺取消了工作液主循环流程中碱洗工序,设置独立的工作液处理系统,工作液经分析呈中性或弱酸性才能返回系统,对于一些不具备条件实施流化床生产工艺改造的企业可选择全酸性固定床生产工艺进行替代。
二、有机硅浆渣人工扒渣卸料技术和敞开式浆渣水解技术
有机硅浆渣是指在氯硅烷单体合成过程中产生的一些高沸点的暗色油状固液混合物,成分复杂,一般夹杂着少量碳粉、硅粉、铜催化剂等。因黏附在器壁等处难以清理,一些企业采用人工扒渣卸料。
在人工扒渣卸料过程中,有机硅浆渣中的氯硅烷与空气中的水分会发生反应生成腐蚀性盐酸酸雾,且浆渣遇空气可能发生自燃。浆渣水解处理过程中,浆渣与碱性水发生反应会释放出氯化氢气体和氢气,采用敞开式浆渣水解技术,氯化氢气体在空气中会形成腐蚀性盐酸酸雾;氢气容易积聚引发火灾、爆炸事故,安全风险高。
采用有机硅浆渣自动化密闭式卸料技术及密闭式浆渣水解技术,能够对卸料及水解反应过程中释放的氯化氢气体和氢气进行有效收集,防止人工扒渣卸料过程中逸出的有害气体对人体造成伤害,并能有效避免有害气体无序排放导致的火灾、爆炸事故。连续运行的回转窑浆渣焚烧技术也是先进的有机硅浆渣处理工艺,能利用高温将有机硅浆渣进行无害化处理,浆渣中的物质在高温下被氧化、热解,去除率高。
三、间歇碳化法碳酸锶、碳酸钡生产工艺(使用硫化氢湿式气柜的)
目前,国内碳酸锶、碳酸钡等生产企业多采用间歇碳化法生产工艺。该工艺是将硫化锶(SrS)溶液通入碳化塔后,采用间歇反应方式与通入的二氧化碳气体发生反应得到碳酸锶(SrCO3)浆液,生成含硫化氢(H2S)的尾气经克劳斯硫化氢尾气处理系统制取硫磺。由于是间歇性生产,副产物硫化氢尾气浓度及流量波动幅度较大,一般要在碳化塔和硫回收装置之间设置硫化氢气柜,用以为后续的克劳斯硫化氢尾气处理系统提供稳定的硫化氢气源。由于硫化氢是高毒气体,属于二元弱酸,采用湿式气柜储存硫化氢极易造成气柜腐蚀、卡顿,密封失效易引发硫化氢泄漏、中毒事故。
目前较为先进的技术是采用碳酸锶、碳酸钡连续碳化法生产工艺或多塔碳化生产工艺,并配套硫化氢尾气连续处理系统,无需设置气柜暂存硫化氢,显著降低了湿式气柜储存硫化氢导致硫化氢泄漏、中毒事故的安全风险。
四、间歇或半间歇釜式硝化工艺
硝化反应通常属于强放热反应,所用原料、中间产物、副产物及其产品具有爆炸危险性;间歇或半间歇釜式硝化生产工艺机械化、自动化程度低,现场操作人员数量多,一旦反应失控易引发爆炸事故,造成群死群伤,安全风险大。近些年来,部分企业硝化反应工序已从传统的间歇/半间歇釜式生产工艺改造为微通道、管式反应器或连续釜式硝化生产工艺,不仅实现了工艺过程的连续平稳运行,而且现场不再需要操作人员进行卸料、清釜等人工手动作业,有效降低了现场操作人员群死群伤的安全风险。微通道、管式反应器较之传统的釜式反应器,具有传质、传热效率高,反应停留时间短,危险物料数量少等突出优势,广泛的推广应用可显著降低安全风险、提高硝化反应过程的本质安全水平。
五、无冷却措施的内注导热油式电加热反应釜(油浴反应釜、油浴锅)
内注导热油式电加热反应釜的釜体是双层结构,夹层里面设置电加热棒,使用前需人工将导热油注入夹套中,工作时电加热棒将电能转化为热能,达到给釜内物料加热的目的。对于有冷却措施的导热油式电加热反应釜,在反应釜温度超高时,可以在切断反应釜电加热供电的同时,利用配套的冷却措施实施反应釜的快速降温,从而避免反应釜温度失控引发事故。但对于无冷却措施的内注导热油式电加热反应釜(油浴反应釜、油浴锅)来说,只能依靠切断电源进行自然冷却降温,一旦反应釜超温,易发生反应失控导致火灾、爆炸事故。
六、油库的内浮顶储罐采用浅盘式或敞口隔舱式内浮顶
内浮顶储罐主要储存甲B、乙A类液体,这类物料的火灾危险性较大,历年所发生的储罐火灾事故绝大多数涉及此类液体储罐。浅盘式内浮顶是浮顶无隔舱、浮筒或其他浮子,仅靠盆形浮顶直接与液体接触的内浮顶。敞口隔舱式内浮顶是浮顶周圈设置环形敞口隔舱,中间仅为单层盘板的内浮顶。这两类浮盘稳定性差,一旦浮盘腐蚀穿孔,会造成泛液及浮盘沉盘,导致易燃易爆物料直接暴露在大气环境之中,易引发火灾爆炸事故。作为替代设备的钢制内浮顶和装配式不锈钢全接液内浮顶稳定性好,发生储罐全截面积着火的几率小,另外装配式不锈钢全接液内浮顶气相空间小,可有效减少储罐内油品挥发,安全可靠性较高。
七、单端面机械密封离心泵和填料密封离心泵(液下泵除外)
常见的离心泵轴封类型有填料密封、单端面机械密封、双端面机械密封、串联式机械密封、干气密封等多种密封型式。单端面机械密封以及填料密封相对来说可靠性低,易因为密封失效而发生泄漏,造成火灾、爆炸、中毒事故。
双端面机械密封有两道端面密封,密封腔内缓冲液(或氮气)加压,若一级密封失效,缓冲液从密封腔往输送介质内泄漏,输送介质不外漏。串联机械密封由两套及以上同向布置的单端面密封串联组成,配备外封供液系统,密封腔内的缓冲液不加压。内侧密封是主密封,相当于一个内置式单端面密封,密封腔内注满来自封液罐的液体。外侧密封可防止隔离液漏入大气。干气密封是使用氮气作为缓冲介质的串联机械密封,在密封腔内通入氮气,保证主密封具有一定背压,可极大延长主密封的使用寿命;主密封泄漏的工艺介质随密封气排入火炬,保证工艺介质不向大气泄漏。屏蔽泵、磁力泵、隔膜泵等无泄漏泵也已经得到了广泛推广应用,此类无泄漏泵因独特的结构设计,使得泵内输送的物料与环境之间实现了彻底的物理隔绝,从根本上避免了传统的离心泵因密封失效而导致泄漏发生的可能,本质安全水平更高。因此,甲A类、极度危害、高度危害和操作温度超过自燃点的危险化学品,采用双端面机械密封、串联机械密封、干气密封离心泵或者屏蔽泵、磁力泵、隔膜泵等无泄漏泵具有更高的可靠性、更好的适用性。